Der X400 ist ein 3D-Drucker der Firma German RepRap, der nach dem FDM/FFF-Verfahren arbeitet.
Seine Besonderheit ist der große Bauraum von 400x400x350mm (bzw 380x380x330mm, siehe unten)
Unser X400 (GRR X400 Version 1) hat die folgenden Umbauten:
- 1mm Nozzle
- Controller, SD-Kartenslot, Display
- modifizierter Z-Endstop
- modifzierte Endstop-Elektronik
- DD2-Extruder
- Nozzle-Lüfter
GCode erstellen
Cura
Für die Slicing-Software Slic3r bietet German RepRap vorgefertigte Profile an.
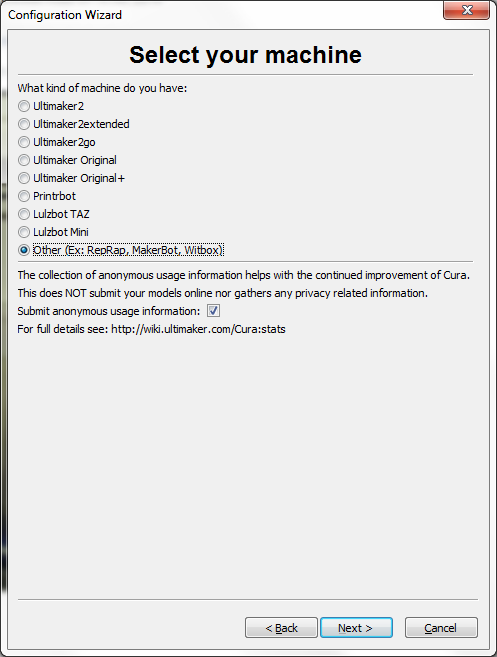
Wir nutzen die Software Cura.
Die wird unter anderem auch zum Slicen für die Ultimaker genutzt, man kann jedoch auch andere Drucker ansteuern. Dazu wählt man im Menü "Machine->Add new machine" und trägt folgende Werte ein:
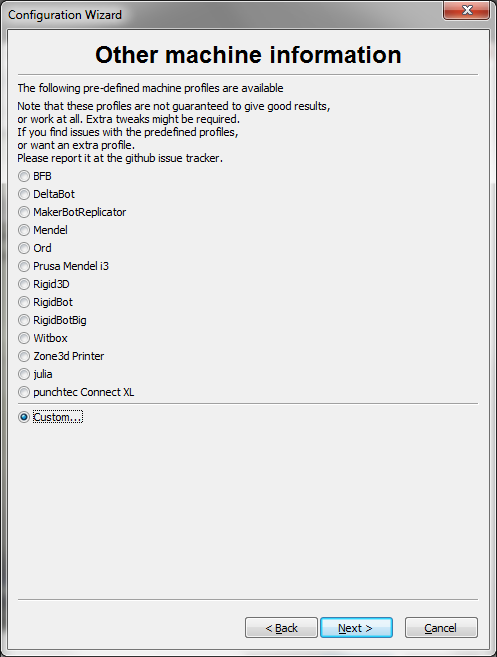

Die Machinen-Größe haben wir hier mit 380x380x330mm etwas kleiner als die offizielle Größe angegeben, weil das Heizbett am Rand kühler ist (x/y-Richtung) und durch Umbauten die Höhe bei uns etwas kleiner ist.
Danach sehen die Machinen-Settings so aus:

Dann die folgenden Druck-Einstellungen nutzen:

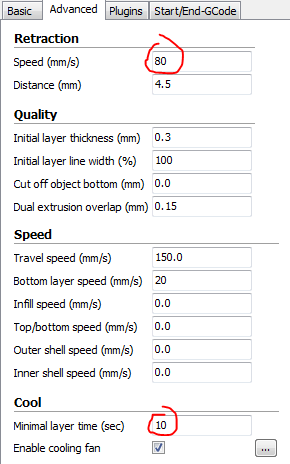
Oder am besten dieses vorgefertigte Profil nutzen.
Steuerung
Unser X400 druckt autonom (ohne angeschlossenen Laptop) und liest den GCode von der eingesteckten SD-Karte.
11 Comments
Simon Finkenstädt
05 Mar, 2014Welcher Slicer ist denn zum empfehlen um für den X400 gcode zu generieren? Und wo bekomme ich den her?
Jan Marloth
05 Mar, 2014Es gibt eine Repetier Version von GermanRepRap, mit allen Voreinstellungen für den x400:
https://dl.dropboxusercontent.com/u/158955987/Software/setupGRRRepetierHost_0_90.exe (Der Link von GermanRepRap-Seite)
Simon Finkenstädt
05 Mar, 2014Ah, danke, Slic3r im Endeffekt. Wurde im Post ja auch schon erwähnt.
Hab mir Repetier grad geholt, damit könnte man das dann ja auch direkt vom Laptop machen.
Aber jetzt muss ich noch was fragen. Was für einen Extruder haben wir? 0.3 oder 0.5?
Das Filement wird ja wohl PLA 3mm sein, oder doch nicht?
Felix Tymcik
10 Jun, 2014Schlechte, aber aufklärende Nachrichten, was die tatsächlich warpingfrei nutzbare Druckbettgröße angeht:
Der geheizte Teil des Druckbetts ist etwa 32 x 32 cm groß, 2 cm innerhalb des isolierten Teils des Heizkörpers ist die Temperatur noch 3°C kühler als in der Mitte. Am Rand sind es gleich 20° C weniger und das Druckteil löst sich während des Druckens.
Bei ABS ist es mir erst gelungen, ein 30 cm großes, schmales Teil auszudrucken, als ich es 45° gedreht platziert hatte.
Andreas Kopp
10 Jul, 2014Kann man irgednwie im Slicer sehen wie lange die Druckzeit dauert bei bestimmten Scalierungen so wie in der Ultimaker Software?
Dieter Hauff
13 Jul, 2014Andreas, mit was sliced du, Slic3r? In Slic3r kann man die Druckzeit (glaub ich jedenfalls) nicht direkt sehen. Wenn du Scli3r über den Repetier-Host verwendest, dann kannst du die Druckzeit im Repetier sehen. Slicen über Repetier macht sowieso Sinn, da du hier eine sehr gute grafische Darstellung des gcodes bekommst, bei der du den toolpath für jede Lage genau kontollieren kannst.
Andreas Kopp
15 Jul, 2014Danke dir Dieter. Ich habe jetzt den Repetier installiert. Muss ich da noch irgendwelche Profile für den X400 einstellen oder kann ich einfach loslegen?
Dieter Hauff
17 Jul, 2014Andreas, schau mal weiter oben, im post von Jan. Dort steht ein link zu einer Repetier-Version von GRRF, die speziell für den X400 eingerichtet ist. Für den Sicer brauchts Du sonst eigentlich keine gerätespezifischen Einstellung mehr. Wenn Du beide Extruder an unserem X400 nutzen willst, muß das allerdings im slicer entsprechend eingestellt werden (Funktionsstatus des 2. Extruders ist mir allerdings nicht bekannt).
Felix Tymcik
11 Feb, 2015Jetzt geht er wieder - aber nach wie vor kann ich kein ABS drucken.
a) Haftung auf dem Untergrund ist äußerst schwierig zu erreichen, Klebstoff Pritt hat bei mir nicht geholfen
b) Das Filament hält nicht auf sich selbst, scheint zu fest beim Austritt zu sein um sich mit der unteren Lage zu verbinden, bleibt dann aber zu weich um stabil zu sein. Ergebnis: Salat
Versuchte Nozzle+Grundplatten-Temperatur 220°C+50°C, dann 240°C+60°C.
Erst hat es nicht an der Platte gehalten, dann ist bei der ca. 10. Lage alles zerfleddert.
Ich experimentiere mal noch ein bisschen, aber so war es schon mit dem Rapman, es hält einfach nicht.
Hat jemand schon einmal etwas erfolgreich mit ABS gedruckt?
Andreas Kahler
11 Feb, 2015Für ABS brauchst Du eine deutlich höhere Druckbett-Temperatur, so 100-110 °C
Felix Tymcik
12 Feb, 2015Ah, danke! Ich dachte mir schon, warum das so niedrig eingestellt ist!? Neue Methode? ...
...
Das sollte eigentlich schon im Steuer-Menü "ABS Vorheizen" voreingestellt sein, auch in Cura.
Andere Websites empfehlen, die Druckbettemperatur für die ersten Lagen auf 80°C runter zu setzen, um Warping zu vermeiden
Trotzdem bleibt die mangelnde Haftung an den vorigen Lagen. Das war schon mit dem Rapman so.
Die Hotend-Temperatur kann auch bis 265°C gehen!
Wir können uns auch mal eine Kabine überlegen. Die Zugluft im FabLab ist erheblich, schon weil der X400 am Durchgang steht.
Ich teste weiter, wenn ich Zeit habe.