Problem:
Beim Laserschneiden im Grenzbereich der Leistungsfähigkeit unseres Zing 3060 Lasers fällt auf, dass sowohl in X - Richtung, wie auch in Y - Richtung mit zunehmender Entfernung zum Nullpunkt die Intensität abnimmt. Zum Teil derart, dass das Material nicht mehr zuverlässig durchschnitten wird.
Mögliche Ursachen
- Die Ebene in der das Material liegt ist nicht parallel zur Bewegungsebene des Schlittens. Als Folge hieraus würde sich der Fokus über die Arbeitsfläche ändern und das Schneideergebnis an den Stellen mit mangelhafter Fokussierung wäre schlechter.
- Die Umlenkspiegel des Laserstrahls sind u. U. nicht perfekt ausgerichtet, sodass der Laserstrahl und die Bewegungsachsen divergieren. Dies würde dazu führen, dass mit zunehmender Entfernung zum Nullpunkt der Strahl nicht mehr genau die Mitte der - im Schlitten befindlichen - Umlenkeinheit treffen würde und die Schnittergebnisse sich verschlechtern.
- Beim Lasern entstehen Aerosole, welche nicht sofort vollständig wieder aus der Kammer abgesaugt werden. Somit befinden sich - mit zunehmender Entfernung zum Nullpunkt - durch die grössere Distanz, welche der Laserstrahl zu überwinden hat, mehr Partikel in Strahlengang. In der Folge würde der Strahl abgeschwächt
Bewertung
- Durch eine relativ simple Messung habe ich versucht zu ermitteln inwieweit die Auflagefläche der Werkstücke "hangt". Hierzu habe ich im Schlitten den Spiegel und die Linse ausgeschraubt.
- Durch eine speziell gestaltete Datei (Laservermessung.cdr auf dem Desktop der Laser - PCs) wurde der Schlitten auf folgende Positionen eines Rasters gefahren (einzelnen Punkt des Rasters in Corel Draw auswählen und nur diesen zum Laser als Druckjob senden, sofort <STOP> am Laser drücken, wenn sich der Schlitten in Bewegung setzt und nach jeder Messung <RESET> drücken um zum Ursprung zurückzukehren):
X = 80mm; 230mm; 380mm; 530mm
Y = 37,5mm; 112,5mm; 187,5mm; 262,5mm
Die Messungen habe ich einmal gegenüber einer dicken und nahezu ebenen Holzplatte, welche auf den Rost aufliegt, gemacht, aber auch gegenüber dem Portal, auf welchem der Rost selber aufliegt.
- Messungen ggü. Werkstück (in mm):
| Y X | 80 | 230 | 380 | 530 |
| 37,5 | 0,00 | -0,51 | -0,76 | -0,95 |
| 112,5 | -0,20 | -0,69 | -0,89 | -0,92 |
| 187,5 | -0,28 | -0,67 | -0,98 | -0,96 |
| 262,5 | -0,16 | -0,73 | -1,14 | -1,23 |
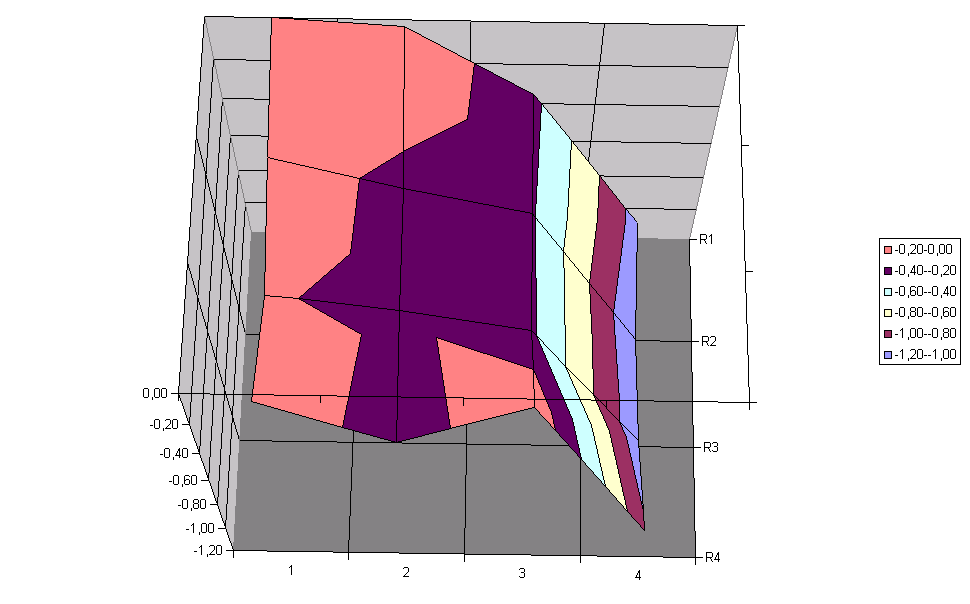
- Messungen ggü. Portal (in mm):
| Y X | 80 | 230 | 380 | 530 |
| 37,5 | 0,00 | -0,03 | -0,35 | -1,09 |
| 112,5 | -0,10 | -0,25 | -0,38 | -1,19 |
| 187,5 | -0,18 | -0,26 | -0,37 | -1,15 |
| 262,5 | -0,04 | -0,30 | -0,05 | -0,96 |
- Grafisch aufbereitet (ggü. Werkstück):

- und ggü. Portal:
Sowohl die Tabelle wie auch die Grafik der Messung ggü. dem Werkstück zeigen sehr deutlich ein geringes "hängen" der Ebene gegenüber der Bewegungsebene des Schlittens analog zur Verschlechterung der Schnittergebnisse. Ob dieses geringe Laufen aus dem Fokus bereits ausreicht, um den Schneidkraftverlust vollständig zu erklären vermag ich (noch) nicht zu beurteilen. Bei den Mythbusters würde das Urteil vermutlich "plausibel" lauten.
Die Messung ggü. dem Portal habe ich in erster Linie gemacht um herauszufinden, ob die rumpelnden Geräusche, mit denen wir immer wieder konfrontiert sind, wenn das Portal in Z - Richtung "zu tief" gefahren wird, auch eine Auswirkung auf die Lage dieser Ebene haben. Dies scheint nicht so zu sein. Lediglich ein "Knick" im letzten 1/5tel des Portalbelches ist erkennbar. Erstaunlich, denn eigentlich sollte bei der massiven Abkantung der Seitenbleche des Portals so etwas kaum möglich sein.
In zweiter Linie interessieren mich diese Messergebnisse für den möglichen Selbstbau einer alternativen Auflage für Werkstücke.
- Da es mir mit den zur Verfügung stehenden Mitteln nicht möglich scheint, den unsichtbaren IR - Strahl dahingehend zu beurteilen, ob er über die gesamte Arbeitsfläche das Zentrum der Umlenkeinheit im Schlitten trifft, wäre dies eher eine Sache, welche man dem jährlichen Service übertragen sollte. Alternativ bliebe die Beurteilung anhand des roten Positionierlasers. Hierzu werde ich demnächst aus einem satinierten, weissen 3mm Acryl eine Scheibe mit Zentrierkreuz fertigen, welche die identische Grösse wie der Umlenkspiegel hat. An Stelle dieses Spiegels eingesetzt, wird es möglicherweise erkennbar, ob es hier Verschiebungen gibt.
- Da die Problematik auch sofort nach Inbetriebnahme auftritt, bzw. nachdem der Deckel länger offen stand, halte ich diese Theorie für nicht haltbar.
Mögliche Behebung und workarounds
Der Servicemann müsste qualifiziert und differenziert mit den bisher gewonnenen Erkenntnissen konfrontiert werden, um ihm die Behebung zu erleichtern, aber auch um ihm keine Möglichkeit zu geben, abzuwiegeln und das FabLab zu verlassen, ohne dass das Problem befriedigend gelöst ist. Hierzu biete ich mich - bei genügendem, zeitlichen Vorlauf - an, beim Servicetermin anwesend zu sein.
Bei kleinen Teilen die Platte in Längs- und in Querrichtung wenden, um nahe des Nullpunkts zu arbeiten. Nicht wirklich befriedigend, denn wozu steht im Datenblatt "ARBEITSBereich" 300mm x 600mm, wenn er dann im Extremfall nur zu 1/4 nutzbar ist...
- Austausch oder Instandsetzung der Werksückauflage, sollte sich herausstellen, dass bereits die geringe Schwankung im Fokus alleinige Ursache des Intensitätsverlustes ist.
- Anschaffung / Selbstbau einer alternativen Auflage.
1 Comment
Andreas Kahler
14 Mar, 2014Wow, da hast Du Dir ja ganz schön viel Arbeit gemacht...
Was ich rausgefunden habe: Es liegt nicht daran, dass die Höhe der Auflagefläche nicht stimmt. Ich habe testweise mal versucht, den Fokus rechts einzustellen, das hilft nichts. Auch wenn man den Fokus absichtilich zu hoch oder zu tief einstellt (die Einstellhilfe könnte ja rechts auch nicht passen) ergibt das keine Verbesserung.
Links untern hatte ich übrigens keine Probleme (ist aber auch schon wieder eine Weile her)
Daher muss es daran liegen, dass der Laser nicht richtig ausgerichtet ist.
Man kann das testen, indem man vorne beim "Einlass" beim Spiegel ein Stück Kreppband aufklebt und dann den Laser kurz einschaltet. Der müsste dann mittig ein Loch von etwa 5mm Durchmesser einbrennen. Ist das Loch nicht mittig, muss nachjustiert werden.
Das Justieren sollten wir aber nicht selbst machen. Das ist zwar prinzipiell möglich (Tobias Gutmann hat das mit unserem "China-Laser" gemacht), man muss dazu nacheinander alle Spiegel ausgehend von der Laserröhre ausrichten. Aber ist doch besser, wenn der Service das übernimmt.