Grundsätzliches:
Schnittgeschwindigkeit (cutting speed):
Geschwindigkeit mit der die Fräserschneide das Material abträgt in m/min od. m/s
Die Schnittgeschwindigkeit ist abhängig vom Material des Werkzeuges und des Werkstückes
Aus diesem Wert und dem Durchmesser des Fräsers ergibt sich die Drehzahl des Fräsers.
Dieser Wert gilt für eine Lebensdauer des Werkzeugs von einer Stunde.
Dies ist ein Industriewert und nur für entsprechend solide Maschinen und Idealbedingungen gültig.
Für uns kann das nur ein Anhaltswert sein, von dem wir erstmal nur 30% der Geschwindigkeit übernehmen.
Je weicher das Material und je kleiner der Fräser, desto eher können wir die Werte übernehmen.
Beispiel:
für HSS Fräser
PVC 100-300 m/min
Teflon 100-300 m/min
POM 50-100 m/min
http://www.pferd.com/de-de/service-drehzahlrechner.htm![]()
Vorschub (feed rate): Geschwindigkeit mit der der Fräser durch das Material fährt. in mm/min.
Die Vorschubsgeschwindigkeit ergibt sich aus der Drehzahl des Fräsers und dem gewünschten Abtrag je Zahn pro Umdrehung.
Größenbereich für den Abtrag je Zahn beträgt etwa 0,01 bis 0,5 mm, je nach härte des Materials, Grob- oder Feinbearbeitung.
Schnitttiefe / Zustelltiefe (depth of cut): Bearbeitungstiefe des Werkzeugs im Material
Faustformel für unsere Maschine: nicht mehr als 1 x Fräserdurchmesser (max.!)
Schruppen (roughing): Grobbearbeitung
Hohe Schnitttiefe, hoher Vorschub, rel. geringe Fräserdrehzahl
Schlichten (finishing): Feinbearbeitung
Geringe Schnitttiefe (ca. 0.1-0.5mm), geringer Vorschub, hohe Fräserdrehzahl
Stirnfräsen (facing): Bearbeitung mit der Stirnseite des Fräsers
führt zu sichel/kreisförmigen Bearbeitungsspuren, meist bessere Oberflächenqualität als Umfangfräsen
Walzenfräsen / Umfangfräsen (side milling): Bearbeitung mit dem Umfang des Fräsers
ergibt "streifige" Bearbeitungsspuren
Fräser:
Material:
- HSS (High Speed Steel / Hochleistungs Schnellschnitt Stahl)
robuster als Hartmetall
günstiger, für die meisten Aufgaben ausreichend
nicht gut geeignet zum Platinenfräsen (Fiberglas) (hoher Verschleiß)
- Hartmetall (Carbid)
Wärmebeständiger, daher mindestens 4 mal Leistungsfähiger (=4x hohere Drehzahl)
spröder: empfindlicher gegen Vibration und Stoss
(benötigt Hohe Drehzahlen und Vorschubgeschwindigkeiten um gut zu arbeiten)
Anzahl der Schneiden:
hartes Material => viele Zähne
weiches Material => weniger Zähne
weiches Material bedeutet auch große Späne. Wenn die Spanlücken zu klein sind, bleibt die Späne stecken. Der Fräser kann nicht mehr schneiden und drückt das Material nur beiseite => schlechte Oberflächenqualität und überhitzung des Fräsers.
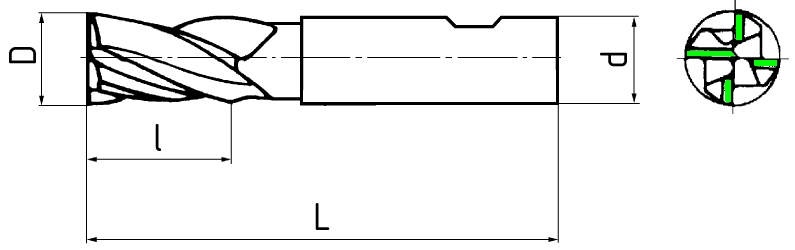
Form:
Standartform ist der Schaft- / Fingerfräser
Für 3D Formen eignen sich Vollradiusfräser mit Halbkugelförmigen Kopf und Gravierfräser.
Gravierfräser haben eine V-Förmige Spitze mit meist nur einer Schneide.
Fasenfräser haben 90° Spitzenwinkel.
Radienfräser haben konkave Schneiden. Damit werden Kanten verrundet.
für allerlei Aufgaben gibt es spezielle Profilfräser z.B. für Zahnräder, T-Nuten...
Schäden am Fräser:
Schneiden ausgebrochen:
bei nicht drehendem Werkzeug in das Material gefahren, zu schneller Vorschub, runtergefallen, hohe Vibration...
selbst wenn nur ein Zahn beschädigt ist, ist der Fräser nicht mehr zu gebrauchen. Der dahinterliegende Zahn ist jetzt der doppelten Belastung ausgesetzt und verschleißt schnell.
Ecken abgerundet:
normaler Verschleiß oder Material zu hart und/oder Drehzahl zu hoch. Ende der Lebenszeit erreicht.
Anlauffarben:
wenn der HSS Fräser gelb/braun/blau/graue Anlauffarben aufweist wurde der Fräser überhitzt. Die Festigkeit des Materials ist stark geschwächt, der Fräser verschleißt schnell und wird unbrauchbar. ( Holzbearbeitung bei zu kleinen Spanlücken? )
Wahl der Bearbeitungsparameter:
Gefundene Werte im Netz und aus Tabellen sind für unsere Maschine wegen mangelnder Stabilität meist untauglich.
Ich würde von solchen Werten ersteinmal nur 30% der Geschwindigkeit nehmen.
Der Feind des Fräsens sind Vibrationen. Wenn die Maschine rattert brummt und knirscht, dann sind entweder die Geschwindigkeiten zu hoch, oder die Zustelltiefe ist zu gross.
Vibrationen können ruckzuck den Fräser beschädigen.
Wenn am Fräser auch nur eine Schneide gebrochen ist, kann man ihn wegwerfen!
Drehzahl des Fräsers:
abhängig vom Fräsermaterial, Werkstückmaterial und Fräserdurchmesser:
- je weicher der Werkstoff, desto schneller:
- Hartmetallfräser (ca. 4x) schneller als HSS
- je kleiner der Fräser, desto schneller die Drehzahl
mit unserer Maschine können wir nur weiche Materialien fräsen => immer Vollgas!
Vorschub des Fräsers:
abhängig vom Fräser und Werkstoff(=Schnittgeschwindigkeit) und Schnittiefe:
- je tiefer der Schnitt, desto langsamer
- je härter das Material desto langsamer
- je mehr Zähne des Fräsers, desto schneller, denn
Vorschub wird in Schnittiefe pro Zahn gerechnet, z.B. jeder Zahn soll 0.05mm pro Umdrehung schneiden, ergo...
(allerdings hat das für unsere Maschine aus Stabilitätsgründen Grenzen)
Anhaltswerte für unsere Maschine (mit der Kress Frässpindel):
POM Kunststoff, Weichholz 200 bis 500 mm/min,
Hartholz < 200mm/min,
Polyurethan Hartschaum: >500 mm/min
Gravuren (wegen feiner Fräserspitze): <50 mm/min
Werte können im Einzelfall stark abweichen => ausprobieren
Eintauchen in das Material:
- Schneiden nicht über Mitte
Eindringen in das Material schräg (ramp)
- Schneiden über Mitte
Eintauchen 90° zur Oberfläche möglich (plunge)
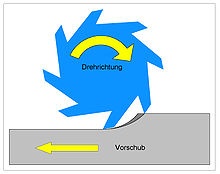
Fräsrichtung:
- Gegenlauffräsen (conventional)
Bearbeitungsspuren gröber
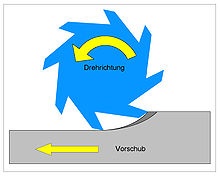
- Gleichlauffräsen (climb)
Bearbeitungsspuren feiner
(bei Fräsmaschinen ohne Kugelumlaufspindel/mit hohem Spindelspiel nur beim Schlichten anwenden!)