Drucken auf dem Ultimaker.
Auf dieser Seite findet sich alles Wissen das wir bisher mit dem Ultimaker sammeln konnten.
Schritte
Schritt |
Was |
Tools |
Resultat dieses Schritts |
|---|---|---|---|
1 |
3D Konstruktion erstellen |
Tinkercad, Autodesk 123D Design, Sketchup, OpenScad, |
.STL Datei |
2 |
3D Konstruktion in Maschinencode umwandeln, |
.G Datei (G-Code Datei) |
|
3 |
Ultimaker |
Gedruckets Objekt |
GCode erzeugen
Cura
Als Gcode Generator empfehle ich Cura. Cura Github
Für Windows, Mac und Linux gibt es hier Installer: http://software.ultimaker.com/
Die verwendeten Einstellungen waren (abweichend vom Cura default war das eigentlich nur eine höhere Temperatur für das verwendete PLA):
Wenn jemand bessere Einstellungen findet (die vielleicht zu höherer Druckgeschwindigkeit führen? besseren Ergebnissen?) bitte hier dokumentieren:
Cura Print Config (Click vergrössert das Bild)
Cura Advanced Config (Click vergrössert das Bild)
Netfabb Studio Basic
Alternativ gibt es die Möglichkeit mit Netfabb Studio Basic Gcode zu generieren.
Fehlerbehandlung
Verstopfung
Wie Severin auf der Mailingliste sehr richtig vermutet hatte gibt es einen bekannten Fehler (der den Hauptkritikpunkt an dem Bowden Extruder darstellt).
Das ist ein mehr oder minder bekanntest Problem des Ultimakers. Bei zustarken Toleranzen des PLAs bleibt es im Bowden-Cable stecken. Der Motor dreht dann zwar weiter, die Vorschubschraube frisst sich aber nur im PLA fest. Meistens reicht es, den Spanner am Vorschub zu lösen, das PLA mit etwas stärkerem Kraftaufwand aus dem Bowdencable zu ziehen (bei heißem Extruder), das Stück bis nach der reingefressenden Stelle abzuschneiden,und das PLA wieder zu laden.
Sollte das die Verstopfung noch nicht beheben empfielt es sich bei ausreichender Temperatur im Extruder (Menü -> Prepare -> preheat PLA, wenn das nicht ausreicht preheat ABS) mit einem dünnen Bohrer (kleiner 0,4mm) unten in die Nozzle zu stechen. Wenn er wieder durch händisches drücken am Kabel hinten vorne Material extrudiert kann man den Spanner wieder festschnappen und weiterdrucken.
Erste Schicht wird nicht gedruckt / wird nur teilweise gedruckt
Abstand des Extruderkopfes zur Platform einstellen. Dazu fährt man den Extruder in jede Ecke der Plattform und schaut dass gerade so eine Papierseite darunter durch passt.
Druck ist ab einer Ebene verschoben
Problem: Der Druck ist ab einer Ebene verschoben. In unserem Fall 1,7mm nach rechts.
Vermutete Ursache: Der X-Achse-Bushing-Block hängt am Riemen-Spanner. Kresi und Martin haben den Riemenspanner um 180 Grad gedreht. Jetzt schleift er immer noch ein wenig.

Druck verschoben.

Riemenspanner bereits gedreht.
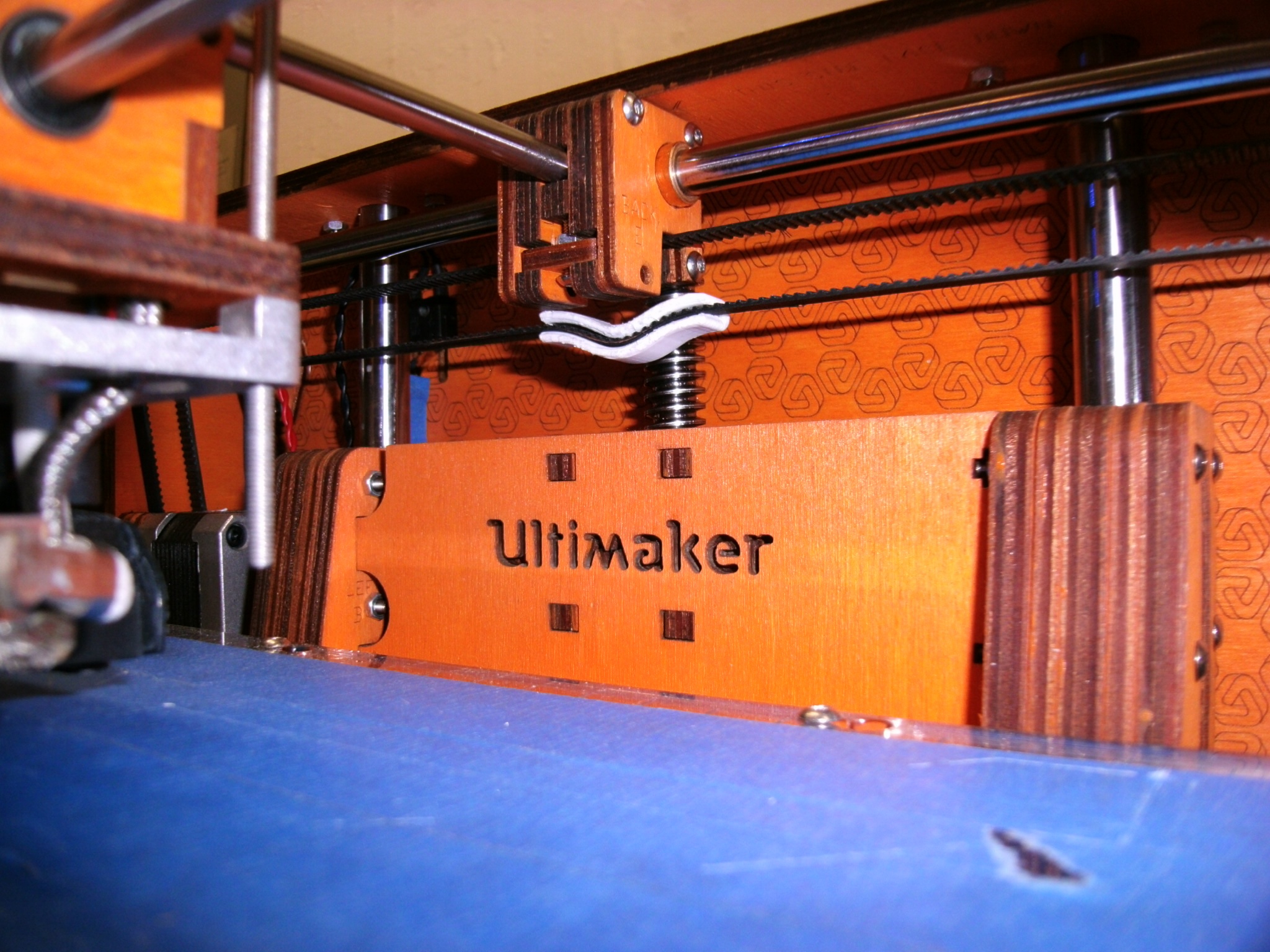
Riemenspanner bereits gedreht.
Kresi hat den Riemenspanner jetzt an den Kanten etwas abgeschliffen damit er nicht mehr hängenbleibt.