AM Lasercutter Überblick
Der AM Lasercutter (Hersteller AM Laserpoint, Typ RLS400-1390) ist eine CO2 Lasermaschine, die mit einer 150 Watt Laserröhre ausgestattet ist.
Der AM Lasercutter besteht aus
- einer Zentraleinheit (der eigentliche Lasercutter)
- dem Access System
- einem Chiller (=Kühlaggregat)
- einer Druckluftzufuhr
- einer Sauerstoff-Zufuhr
- einer Filteranalage

AM Lasercutter Gesamtanlage
Zentraleinheit
Die Zentraleinheit enthält eine bewegliche Mechanik, die von High-Speed Schrittmotoren gesteuert wird.
Die Mechanik bewegt den Laserstrahl über das zu schneidende Material.
Die CO2-Laserröhre, die den Laserstrahl erzeugt, ist fest in der Zentraleinheit montiert.
Der Laserstrahl wird mehrfach über Spiegel umgelenkt, tritt am Laserkopf aus und trifft dort auf das Material auf.
Der Laserkopf enthält die Laserlinse und ist auch für die Zufuhr von Druckluft und Sauerstoff verantwortlich.
Die Zufuhr von Druckluft ist für alle Materialien erforderlich.
Die Zufuhr von Sauerstoff ist nur beim Schneiden von Metall erforderlich.
Laserkopf
Der Laserkopf des AM Lasercutters besteht aus einem Umlenkspiegel, einer Linse und einer Nozzle (Düse).
Der Laserkopf lenkt den Laserstrahl auf das Material. Durch den Laserkopf strömen zudem Druckluft und O2 (beim Schneiden von Metall).
Der Umlenkspiegel lenkt den Laserstrahl nach unten auf das Material.
Die Laserlinse bestimmt die Brennweite des Lasers. Es gibt Laserlinsen mit unterschiedlichen Brennweiten.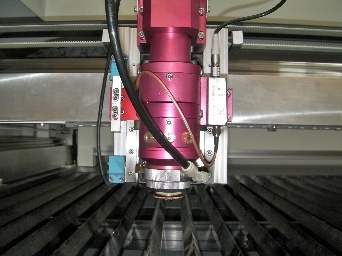
An der Nozzle treten der Laserstrahl, die Druckluft und das O2 über dem Material aus.
Es gibt zwei unterschiedliche Nozzles: eine Nozzle für Metall (spitz zulaufend)
und eine Standard-Nozzle für alle anderen Materialien (flach)

Metall Nozzle (spitz zulaufend)

Standard Nozzle (flach)
Access System
Das Access System am AM Lasercutter enthält einen NFC Kartenleser und Steuerelektronik.
Das Access System ist eine Zugangskontrolle für den AM Lasercutter: der Lasercutter kann nur durch Einlegen einer personalisierten NFC Karte eingeschaltet werden.
Jedes FabLab Mitglied erhält nach dem Absolvieren der Schulung "AM Lasercutter Einführung 1" eine persönliche, nicht übertragbare NFC Karte.
Chiller
Der Chiller (= Kühlaggregat) wird für die Kühlung der CO2 Laserröhre benötigt.
Die Laserröhre ist wassergekühlt. Der Chiller kühlt destilliertes Wasser ab und pumpt es durch einen geschlossenen Wasserkreislauf an der Laserröhre vorbei.
Das Schneiden mit dem Lasercutter ist nur möglich, wenn der Chiller ordnungsgemäß läuft. Fehlfunktionen am Chiller verursachen eine Unterbrechung des Sicherheitskreises im Lasercutter.
Druckluftzufuhr (Kompressor)
Die Druckluftzufuhr hat mehrere Funktionen. Die Druckluft hält den Strahlengang im Laserkopf frei, schützt die Laserlinse vor Verschmutzungen und bläst das Werkstück während des Schnittvorgangs frei.

Der aktuelle Druck an der Nozzle des Laserkopfes kann am Manometer links am AM Lasercutter abgelesen werden. Der Druck sollte mindestens 0,2 Bar betragen.

Sauerstoffzufuhr
Die Sauerstoffzufuhr, in Form einer Sauerstoff-Stahlflasche mit Druckminderer, ist über Schlauchleitungen mit dem AM Lasercutter verbunden.
Durch Zuführung von Sauerstoff wird eine erhöhte Schnitt-Temperatur erzielt, die das Schneiden von Stahl ermöglicht.
Im FabLab steht eine zweite Ersatz-Sauerstoffflasche bereit.

Hinweise zum Arbeiten mit Sauerstoff
Das Lagern und das Arbeiten mit Sauerstoff ist keineswegs ungefährlich.
- Sicherheitsdatenblatt Sauerstoff
- Sicherheitshinweise
- Hinweis auf ein Training (2,5h Basiskurs und 1h Kurs für den Umgang mit Sauerstoff speziell)
- Ein Unfall auf Grund eines falschen Unfalls mit einer O2-Quelle
Filteranlage
Die Filteranlage wird benötigt um Feinstaub, Rauch und Dämpfe abzusaugen, die während des Schneidvorgangs entstehen.
Eine Abluftanlage welche die Luft absaugt und über Dach abgibt sorgt dafür, dass gesundheitsschädliche Stoffe ausgefiltert werden. Die Drehzahl der Abluftanlage ist fest eingestellt muss nicht nach geregelt werden.
Bedienung siehe: Abluftanlage Werkstattlaser
Wichtige Hinweise
- Der AM Lasercutter darf nicht ohne Chiller betrieben werden!
- Der AM Lasercutter darf nicht ohne Druckluft betrieben werden!
- Der Lasercutter darf nicht ohne Absauganlage betrieben werden!
Unterschiede zum Zing Lasercutter
Die wesentlichen Unterschiede zwischen dem AM Lasercutter und dem Zing 6030 Lasercutter sind:
| Zing 6030 Lasercutter | AM Laserpoint RLS400-1390 Lasercutter | |
|---|---|---|
| Arbeitsfläche | 609 mm x 304 mm | 1300 mm x 900 mm |
| Laser Leistung | 35 Watt | 150 Watt |
| Schneidbare Materialien | Siehe "Lasercutter Wissen (Zing)" im Wiki |
|
| Nicht schneidbare Materialien | Siehe "Lasercutter Wissen (Zing)" im Wiki | Andere Metalle, z.B.
Verklebtes Holz, z.B. Spanplatten |
| Schneidbare Maximalstärken | MDF: 6 mm Sperrholz: 6 mm Acryl: 8 mm | MDF: <TBD> mm Sperrholz: 12 mm Vollholz: 24 mm Acryl: 20 mm Stahlblech: 1.5 mm |
| Nullpunkt | Links oben | Rechts oben |
| Software | Corel Draw | LaserWork |
| Gravur | Der Zing Lasercutter kann Graustufen gravieren. | Der AM Lasercutter kann nur "einfarbig" gravieren. Gefüllte Flächen werden vollflächig schwarz graviert. |
| Sonstiges: Zubehör | Der AM Lasercutter benötigt Sauerstoff zum Schneiden von Stahlblech | |
| Sonstiges: Einweisung | Laserabend (Zing)
| Zusatzschulung: "AM Lasercutter Einführung 1" Voraussetzungen:
|
| Sonstiges: Motoren |
|
|